MIL-DTL-45210B(MR)
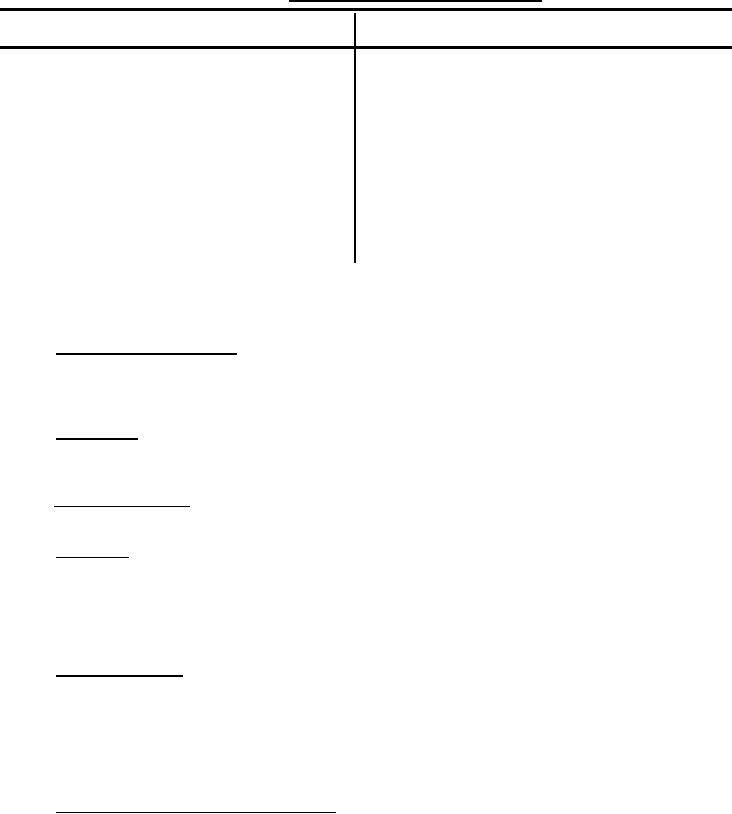
TABLE III.
Button diameter requirements.
Thickness of
Minimum bottom
thinner part, inch*
diameter, inch*
0.010
0.08
0.020
0.11
0.032
0.14
0.040
0.16
0.050
0.18
0.063
0.20
0.080
0.23
0.090
0.24
0.100
0.26
0.112
0.27
0.125
0.28
_______________________________________________________________________________
* For intermediate thickness, direct interpolation may be used.
4.6
Reporting of results. The manufacturer shall record the results of this
certification and shall submit copies of the results together with the recorded
welding procedure through the contractor and contracting officer for review by
the procuring activity.
4.7
Rejection. Failure of the welded assembly or specimens to meet the
requirements for visual examination (see 4.3) or the peel test (see 4.5) shall
result in the rejection of the recorded welding procedure.
4.8
Quality control. The contractor shall establish or have the manufacturer
establish and use a systematic quality control procedure.
4.9
Sampling. Periodically during a production run, a welded assembly or
specimen shall be tested as outlined in paragraphs 4.3, 4.4, and 4.5. The
frequency of this testing shall be specified by the contracting officer after
reviewing the production rates and types of assemblies. The contractor or the
manufacturer, or both, shall keep a record of these tests indicating date, time,
machine identification, machine settings, and results.
4.10 Rejected Welds. If unsatisfactory welds are found during a production
quality control inspection, the production run shall be stopped and necessary
corrections made to the equipment or welding procedure. After correction, a
weldment or comparable specimen shall be welded and shall conform to the
inspection requirements in 4.3, 4.4, and 4.5 before resuming production. The
series of weldments in the period subsequent to the last acceptance quality
control inspection shall be rejected or may be rewelded in accordance with 4.11.
4.11 Rewelding of rejected weldments. A weldment from each rejected series may
be rewelded in accordance with the corrected procedure. The repaired weldment
shall be tested for compliance with 4.3, 4.4, and 4.5. If the weldment passes
the inspection requirements, the remainder of the rejected series of weldments
may be rewelded in accordance with the corrected procedure. A sample shall not
be used for determining weld quality of repair welding.
5
For Parts Inquires call Parts Hangar, Inc (727) 493-0744
© Copyright 2015 Integrated Publishing, Inc.
A Service Disabled Veteran Owned Small Business